Here's my settings for my Anycubic i3M - I have a bit of Gcode that appends the settings to each printer file so I can look back if I need to - not that I ever do, until now!

but having checked through them I can't quite correlate them to Cura settings so I've added some grabs of the cura settings too...
This is using Technology Outlet PLA+ but also works when I use with ABS too (I just change the temperatures and slow the print down)
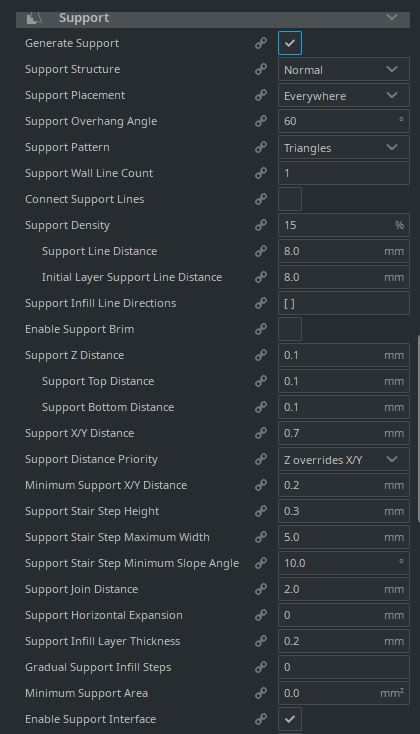
The problem with 3d FDM printers is they all need to be tuned individually so these settings might not work for you with yours but might give a starter for 10... I can't quite remember exactly which bits I fettled with but seem to recall support interface density being one of them...

; acceleration_enabled = True
; acceleration_infill = 1800
; acceleration_ironing = 1800
; acceleration_layer_0 = 1800
; acceleration_prime_tower = 1800
; acceleration_print = 1800
; acceleration_print_layer_0 = 1800
; acceleration_roofing = 1800
; acceleration_skirt_brim = 1800
; acceleration_support = 1800
; acceleration_support_bottom = 1800
; acceleration_support_infill = 1800
; acceleration_support_interface = 1800
; acceleration_support_roof = 1800
; acceleration_topbottom = 1800
; acceleration_travel = 3000
; acceleration_travel_layer_0 = 3000.0
; acceleration_wall = 1800
; acceleration_wall_0 = 1800
; acceleration_wall_x = 1800
; adaptive_layer_height_enabled = False
; adaptive_layer_height_threshold = 0.2
; adaptive_layer_height_variation = 0.1
; adaptive_layer_height_variation_step = 0.01
; adhesion_extruder_nr = 0
; adhesion_type = skirt
; alternate_carve_order = True
; alternate_extra_perimeter = False
; anti_overhang_mesh = False
; bottom_layers = 6
; bottom_skin_expand_distance = 1.2000000000000002
; bottom_skin_preshrink = 1.2000000000000002
; bottom_thickness = 1.2
; bridge_enable_more_layers = True
; bridge_fan_speed = 100
; bridge_fan_speed_2 = 0
; bridge_fan_speed_3 = 0
; bridge_settings_enabled = False
; bridge_skin_density = 100
; bridge_skin_density_2 = 75
; bridge_skin_density_3 = 80
; bridge_skin_material_flow = 60
; bridge_skin_material_flow_2 = 100
; bridge_skin_material_flow_3 = 110
; bridge_skin_speed = 16.0
; bridge_skin_speed_2 = 16.0
; bridge_skin_speed_3 = 16.0
; bridge_skin_support_threshold = 50
; bridge_wall_coast = 100
; bridge_wall_material_flow = 50
; bridge_wall_min_length = 5
; bridge_wall_speed = 40.0
; brim_line_count = 18
; brim_outside_only = True
; brim_replaces_support = True
; brim_width = 10
; carve_multiple_volumes = False
; center_object = False
; coasting_enable = False
; coasting_min_volume = 0.8
; coasting_speed = 90
; coasting_volume = 0.064
; conical_overhang_angle = 50
; conical_overhang_enabled = False
; connect_infill_polygons = False
; connect_skin_polygons = False
; cool_fan_enabled = True
; cool_fan_full_at_height = 0.5
; cool_fan_full_layer = 3
; cool_fan_speed = 100
; cool_fan_speed_0 = 100
; cool_fan_speed_max = 100
; cool_fan_speed_min = 100
; cool_lift_head = False
; cool_min_layer_time = 5
; cool_min_layer_time_fan_speed_max = 10
; cool_min_speed = 10
; cross_infill_density_image =
; cross_infill_pocket_size = 4.0
; cross_support_density_image =
; cutting_mesh = False
; default_material_bed_temperature = 55.0
; default_material_print_temperature = 205.0
; draft_shield_dist = 10
; draft_shield_enabled = False
; draft_shield_height = 10
; draft_shield_height_limitation = full
; expand_skins_expand_distance = 1.2000000000000002
; extruder_prime_pos_abs = False
; extruder_prime_pos_x = 0
; extruder_prime_pos_y = 0
; extruder_prime_pos_z = 0
; extruders_enabled_count = 1
; fill_outline_gaps = False
; fill_perimeter_gaps = everywhere
; filter_out_tiny_gaps = True
; flow_rate_extrusion_offset_factor = 100
; flow_rate_max_extrusion_offset = 0
; gantry_height = 0
; gradual_infill_step_height = 1.5
; gradual_infill_steps = 0
; gradual_support_infill_step_height = 1
; gradual_support_infill_steps = 0
; infill_angles = [ ]
; infill_before_walls = True
; infill_enable_travel_optimization = False
; infill_extruder_nr = -1
; infill_line_distance = 4.0
; infill_line_width = 0.4
; infill_mesh = False
; infill_mesh_order = 0
; infill_multiplier = 1
; infill_offset_x = 0
; infill_offset_y = 0
; infill_overlap = 15
; infill_overlap_mm = 0.06
; infill_pattern = gyroid
; infill_sparse_density = 10
; infill_sparse_thickness = 0.2
; infill_support_angle = 40
; infill_support_enabled = False
; infill_wall_line_count = 0
; infill_wipe_dist = 0.1
; initial_layer_line_width_factor = 140
; ironing_enabled = False
; ironing_flow = 10.0
; ironing_inset = 0.38
; ironing_line_spacing = 0.1
; ironing_only_highest_layer = False
; ironing_pattern = zigzag
; jerk_enabled = True
; jerk_infill = 8
; jerk_ironing = 8
; jerk_layer_0 = 8
; jerk_prime_tower = 8
; jerk_print = 8
; jerk_print_layer_0 = 8
; jerk_roofing = 8
; jerk_skirt_brim = 8
; jerk_support = 8
; jerk_support_bottom = 8
; jerk_support_infill = 8
; jerk_support_interface = 8
; jerk_support_roof = 8
; jerk_topbottom = 8
; jerk_travel = 10
; jerk_travel_layer_0 = 10.0
; jerk_wall = 8
; jerk_wall_0 = 8
; jerk_wall_x = 8
; layer_0_z_overlap = 0.15
; layer_height = 0.2
; layer_height_0 = 0.2
; layer_start_x = 0.0
; layer_start_y = 0.0
; limit_support_retractions = True
; line_width = 0.4
; machine_acceleration = 4000
; machine_buildplate_type = glass
; machine_center_is_zero = False
; machine_depth = 210
; machine_disallowed_areas = []
; machine_endstop_positive_direction_x = False
; machine_endstop_positive_direction_y = False
; machine_endstop_positive_direction_z = True
; machine_extruder_count = 1
; machine_feeder_wheel_diameter = 10.0
; machine_filament_park_distance = {machine_filament_park_distance}
; machine_firmware_retract = False
; machine_gcode_flavor = RepRap (Marlin/Sprinter)
; machine_head_polygon = {machine_head_polygon}
; machine_head_with_fans_polygon = [[-20, 10], [10, 10], [10, -10], [-20, -10]]
; machine_heat_zone_length = 16
; machine_heated_bed = True
; machine_height = 205
; machine_max_acceleration_e = 10000
; machine_max_acceleration_x = 9000
; machine_max_acceleration_y = 9000
; machine_max_acceleration_z = 100
; machine_max_feedrate_e = 299792458000
; machine_max_feedrate_x = 299792458000
; machine_max_feedrate_y = 299792458000
; machine_max_feedrate_z = 299792458000
; machine_max_jerk_e = 5.0
; machine_max_jerk_xy = 20.0
; machine_max_jerk_z = 0.4
; machine_min_cool_heat_time_window = 50.0
; machine_minimum_feedrate = 0.0
; machine_name = Anycubic i3 Mega
; machine_nozzle_cool_down_speed = 2.0
; machine_nozzle_expansion_angle = 45
; machine_nozzle_head_distance = 3
; machine_nozzle_heat_up_speed = 2.0
; machine_nozzle_id = unknown
; machine_nozzle_size = 0.4
; machine_nozzle_temp_enabled = True
; machine_nozzle_tip_outer_diameter = 1
; machine_shape = rectangular
; machine_show_variants = False
; machine_steps_per_mm_e = 1600
; machine_steps_per_mm_x = 50
; machine_steps_per_mm_y = 50
; machine_steps_per_mm_z = 50
; machine_use_extruder_offset_to_offset_coords = True
; machine_width = 210
; magic_fuzzy_skin_enabled = False
; magic_fuzzy_skin_point_density = 1.25
; magic_fuzzy_skin_point_dist = 0.8
; magic_fuzzy_skin_thickness = 0.3
; magic_mesh_surface_mode = normal
; magic_spiralize = False
; material_adhesion_tendency = 0
; material_bed_temp_prepend = True
; material_bed_temp_wait = True
; material_bed_temperature = 60
; material_bed_temperature_layer_0 = 60
; material_diameter = 1.75
; material_extrusion_cool_down_speed = 0.7
; material_final_print_temperature = 185
; material_flow = 100
; material_flow_dependent_temperature = False
; material_flow_layer_0 = 100
; material_flow_temp_graph = [[3.5,200],[7.0,240]]
; material_guid = 0ff92885-617b-4144-a03c-9989872454bc
; material_initial_print_temperature = 190
; material_print_temp_prepend = True
; material_print_temp_wait = True
; material_print_temperature = 200
; material_print_temperature_layer_0 = 0
; material_shrinkage_percentage = 100.0
; material_standby_temperature = 175
; material_surface_energy = 100
; max_feedrate_z_override = {max_feedrate_z_override}
; max_skin_angle_for_expansion = 90
; mesh_position_x = 0
; mesh_position_y = 0
; mesh_position_z = 0
; mesh_rotation_matrix = [[1,0,0], [0,1,0], [0,0,1]]
; meshfix_extensive_stitching = False
; meshfix_keep_open_polygons = False
; meshfix_maximum_resolution = 0.5
; meshfix_maximum_travel_resolution = 0.625
; meshfix_union_all = True
; meshfix_union_all_remove_holes = False
; min_infill_area = 0
; min_skin_width_for_expansion = 7.34788079488412e-17
; minimum_bottom_area = 1.0
; minimum_interface_area = 1.0
; minimum_polygon_circumference = 1.0
; minimum_roof_area = 1.0
; minimum_support_area = 0.0
; mold_angle = 40
; mold_enabled = False
; mold_roof_height = 0.5
; mold_width = 5
; multiple_mesh_overlap = 0.15
; nozzle_disallowed_areas = []
; ooze_shield_angle = 60
; ooze_shield_dist = 2
; ooze_shield_enabled = False
; optimize_wall_printing_order = False
; outer_inset_first = True
; prime_blob_enable = False
; prime_tower_circular = {prime_tower_circular}
; prime_tower_enable = False
; prime_tower_flow = 100
; prime_tower_line_width = 0.4
; prime_tower_min_volume = 6
; prime_tower_position_x = 203.44
; prime_tower_position_y = 181.44
; prime_tower_size = 20
; prime_tower_wipe_enabled = True
; print_sequence = all_at_once
; raft_acceleration = 1800
; raft_airgap = 0.3
; raft_base_acceleration = 1800
; raft_base_fan_speed = 0
; raft_base_jerk = 8
; raft_base_line_spacing = 1.6
; raft_base_line_width = 0.8
; raft_base_speed = 30.0
; raft_base_thickness = 0.24
; raft_fan_speed = 0
; raft_interface_acceleration = 1800
; raft_interface_fan_speed = 0
; raft_interface_jerk = 8
; raft_interface_line_spacing = 1.0
; raft_interface_line_width = 0.8
; raft_interface_speed = 30.0
; raft_interface_thickness = 0.30000000000000004
; raft_jerk = 8
; raft_margin = 15
; raft_smoothing = 5
; raft_speed = 40.0
; raft_surface_acceleration = 1800
; raft_surface_fan_speed = 0
; raft_surface_jerk = 8
; raft_surface_layers = 2
; raft_surface_line_spacing = 0.4
; raft_surface_line_width = 0.4
; raft_surface_speed = 40.0
; raft_surface_thickness = 0.2
; relative_extrusion = False
; remove_empty_first_layers = True
; retract_at_layer_change = False
; retraction_amount = 6
; retraction_combing = noskin
; retraction_combing_max_distance = 0
; retraction_count_max = 90
; retraction_enable = True
; retraction_extra_prime_amount = 0
; retraction_extrusion_window = 6
; retraction_hop = 0.075
; retraction_hop_after_extruder_switch = True
; retraction_hop_enabled = True
; retraction_hop_only_when_collides = True
; retraction_min_travel = 1.5
; retraction_prime_speed = 40
; retraction_retract_speed = 40
; retraction_speed = 40
; roofing_angles = [ ]
; roofing_extruder_nr = -1
; roofing_layer_count = 0
; roofing_line_width = 0.4
; roofing_pattern = lines
; skin_alternate_rotation = {skin_alternate_rotation}
; skin_angles = [ ]
; skin_line_width = 0.4
; skin_no_small_gaps_heuristic = False
; skin_outline_count = 1
; skin_overlap = 5
; skin_overlap_mm = 0.02
; skin_preshrink = 1.2000000000000002
; skirt_brim_line_width = 0.4
; skirt_brim_minimal_length = 250
; skirt_brim_speed = 40
; skirt_gap = 5
; skirt_line_count = 3
; slicing_tolerance = middle
; smooth_spiralized_contours = True
; spaghetti_flow = {spaghetti_flow}
; spaghetti_infill_enabled = {spaghetti_infill_enabled}
; spaghetti_infill_extra_volume = {spaghetti_infill_extra_volume}
; spaghetti_infill_stepped = {spaghetti_infill_stepped}
; spaghetti_inset = {spaghetti_inset}
; spaghetti_max_height = {spaghetti_max_height}
; spaghetti_max_infill_angle = {spaghetti_max_infill_angle}
; speed_equalize_flow_enabled = False
; speed_equalize_flow_max = 150
; speed_infill = 80
; speed_ironing = 21.333333333333332
; speed_layer_0 = 40.0
; speed_prime_tower = 80
; speed_print = 80
; speed_print_layer_0 = 40.0
; speed_roofing = 32
; speed_slowdown_layers = 2
; speed_support = 30
; speed_support_bottom = 20.0
; speed_support_infill = 30
; speed_support_interface = 20.0
; speed_support_roof = 20.0
; speed_topbottom = 32
; speed_travel = 100
; speed_travel_layer_0 = 50.0
; speed_wall = 80
; speed_wall_0 = 80
; speed_wall_x = 80
; start_layers_at_same_position = {start_layers_at_same_position}
; sub_div_rad_add = 0.4
; support_angle = 60
; support_bottom_density = 100
; support_bottom_distance = 0.1
; support_bottom_enable = True
; support_bottom_extruder_nr = 0
; support_bottom_height = 1
; support_bottom_line_distance = 0.4
; support_bottom_line_width = 0.4
; support_bottom_offset = 0.0
; support_bottom_pattern = concentric
; support_bottom_stair_step_height = 0.3
; support_bottom_stair_step_width = 5.0
; support_brim_enable = False
; support_brim_line_count = 15
; support_brim_width = 8.0
; support_conical_angle = 30
; support_conical_enabled = False
; support_conical_min_width = 5.0
; support_connect_zigzags = True
; support_enable = True
; support_extruder_nr = 0
; support_extruder_nr_layer_0 = 0
; support_fan_enable = False
; support_infill_angle = {support_infill_angle}
; support_infill_extruder_nr = 0
; support_infill_rate = 15
; support_infill_sparse_thickness = 0.2
; support_initial_layer_line_distance = 8.0
; support_interface_density = 100
; support_interface_enable = True
; support_interface_extruder_nr = 0
; support_interface_height = 1
; support_interface_line_width = 0.4
; support_interface_offset = 0.0
; support_interface_pattern = concentric
; support_interface_skip_height = 0.3
; support_join_distance = 2.0
; support_line_distance = 8.0
; support_line_width = 0.4
; support_mesh = False
; support_mesh_drop_down = True
; support_minimal_diameter = {support_minimal_diameter}
; support_offset = 0
; support_pattern = triangles
; support_roof_density = 100
; support_roof_enable = True
; support_roof_extruder_nr = 0
; support_roof_height = 1
; support_roof_line_distance = 0.4
; support_roof_line_width = 0.4
; support_roof_offset = 0.0
; support_roof_pattern = concentric
; support_skip_some_zags = False
; support_skip_zag_per_mm = 20
; support_supported_skin_fan_speed = 100
; support_top_distance = 0.1
; support_tower_diameter = 3.0
; support_tower_roof_angle = 65
; support_tree_angle = 40
; support_tree_branch_diameter = 2
; support_tree_branch_diameter_angle = 5
; support_tree_branch_distance = 1
; support_tree_collision_resolution = 0.2
; support_tree_enable = {support_tree_enable}
; support_tree_wall_count = {support_tree_wall_count}
; support_tree_wall_thickness = {support_tree_wall_thickness}
; support_type = everywhere
; support_use_towers = False
; support_wall_count = 1
; support_xy_distance = 0.7
; support_xy_distance_overhang = 0.2
; support_xy_overrides_z = z_overrides_xy
; support_z_distance = 0.1
; support_zag_skip_count = 2
; switch_extruder_prime_speed = 20
; switch_extruder_retraction_amount = 16
; switch_extruder_retraction_speed = 20
; switch_extruder_retraction_speeds = 20
; top_bottom_extruder_nr = -1
; top_bottom_pattern = lines
; top_bottom_pattern_0 = lines
; top_bottom_thickness = 1.2
; top_layers = 6
; top_skin_expand_distance = 1.2000000000000002
; top_skin_preshrink = 1.2000000000000002
; top_thickness = 1.2
; travel_avoid_distance = 0.625
; travel_avoid_other_parts = True
; travel_avoid_supports = False
; travel_compensate_overlapping_walls_0_enabled = True
; travel_compensate_overlapping_walls_enabled = True
; travel_compensate_overlapping_walls_x_enabled = True
; travel_retract_before_outer_wall = True
; wall_0_extruder_nr = -1
; wall_0_inset = 0
; wall_0_wipe_dist = 0.2
; wall_extruder_nr = -1
; wall_line_count = 3
; wall_line_width = 0.4
; wall_line_width_0 = 0.4
; wall_line_width_x = 0.4
; wall_min_flow = 0
; wall_min_flow_retract = False
; wall_overhang_angle = 90
; wall_overhang_speed_factor = 100
; wall_thickness = 1.2
; wall_x_extruder_nr = -1
; wireframe_bottom_delay = 0
; wireframe_drag_along = 0.6
; wireframe_enabled = False
; wireframe_fall_down = 0.5
; wireframe_flat_delay = 0.1
; wireframe_flow = 100
; wireframe_flow_connection = 100
; wireframe_flow_flat = 100
; wireframe_height = 3
; wireframe_nozzle_clearance = 1
; wireframe_printspeed = 5
; wireframe_printspeed_bottom = 5
; wireframe_printspeed_down = 5
; wireframe_printspeed_flat = 5
; wireframe_printspeed_up = 5
; wireframe_roof_drag_along = 0.8
; wireframe_roof_fall_down = 2
; wireframe_roof_inset = 3
; wireframe_roof_outer_delay = 0.2
; wireframe_straight_before_down = 20
; wireframe_strategy = compensate
; wireframe_top_delay = 0
; wireframe_top_jump = 0.6
; wireframe_up_half_speed = 0.3
; xy_offset = 0
; xy_offset_layer_0 = 0
; z_seam_corner = z_seam_corner_inner
; z_seam_relative = False
; z_seam_type = sharpest_corner
; z_seam_x = 105.0
; z_seam_y = 210
; zig_zaggify_infill = False
; zig_zaggify_support = False
M82 ;absolute extrusion mode
M104 S0
;End of Gcode
;SETTING_3 {"extruder_quality": ["[general]\\nversion = 4\\nname = Normal #2\\nd
;SETTING_3 efinition = anycubic_i3_mega\\n\\n[metadata]\\ntype = quality_changes
;SETTING_3 \\nsetting_version = 16\\nquality_type = normal\\nposition = 0\\n\\n[
;SETTING_3 values]\\nbrim_width = 10\\ninfill_pattern = gyroid\\ninfill_sparse_d
;SETTING_3 ensity = 10\\nouter_inset_first = True\\nspeed_print = 80\\n\\n"], "g
;SETTING_3 lobal_quality": "[general]\\nversion = 4\\nname = Normal #2\\ndefinit
;SETTING_3 ion = anycubic_i3_mega\\n\\n[metadata]\\ntype = quality_changes\\nset
;SETTING_3 ting_version = 16\\nquality_type = normal\\n\\n[values]\\nretraction_
;SETTING_3 combing = noskin\\ntravel_retract_before_outer_wall = True\\n\\n"}

